
恒聲特50平方銅線與銅端子焊接拉力測(cè)試和剝離力測(cè)試
測(cè)試產(chǎn)品: 線是50平方編制線,銅端子是3mm銅鍍錫端子拉力測(cè)試焊接樣品設(shè)備參數(shù):設(shè)備型號(hào)HST2050C 焊接樣品參數(shù):焊接時(shí)間3秒,焊接功率2500W,樣品焊接寬度為12mm,焊接要求去錫。
恒聲特50平方銅線與銅端子焊接拉力測(cè)試和剝離力測(cè)試樣品
1. 能夠測(cè)量焊接尺寸的設(shè)備
2. 壓接拆卸工具,或其他合適的方法可以拆開絕緣壓接翼,而不損壞焊點(diǎn)
3. 拉力測(cè)試儀
4. 固定裝置,設(shè)計(jì)和裝置按照零部件和焊接結(jié)構(gòu)而定
超聲波焊接機(jī)拉力測(cè)試步驟
1. 按照需求打開絕緣壓接翼,若測(cè)試樣品含有絕緣壓接翼,則需在絕緣壓接翼打
開的情況下(絕緣壓接不用壓)進(jìn)行拉力測(cè)試。
2. 將測(cè)試樣品放在測(cè)試裝置上使之固定,拉力測(cè)試需在拉緊的導(dǎo)線上進(jìn)行(也就
是拉力測(cè)試前需取消導(dǎo)線上的松弛,以避免由于“振動(dòng)”導(dǎo)致的測(cè)試結(jié)果不準(zhǔn)
確)。
3. 測(cè)量和記錄下焊接高度/寬度/長(zhǎng)度。測(cè)量和記錄下所有過程參數(shù)和機(jī)器反饋(時(shí)
間、功率)。
4. 若絕緣壓接翼未打開,用拆解壓接的工具打開或其他合適的工具打開,這樣拉
力測(cè)試只會(huì)反映焊接導(dǎo)體連接情況。
5. 外觀檢查拆開后的壓接區(qū)域,確保無芯絲損壞。若芯絲受損,該樣品不能測(cè)試。
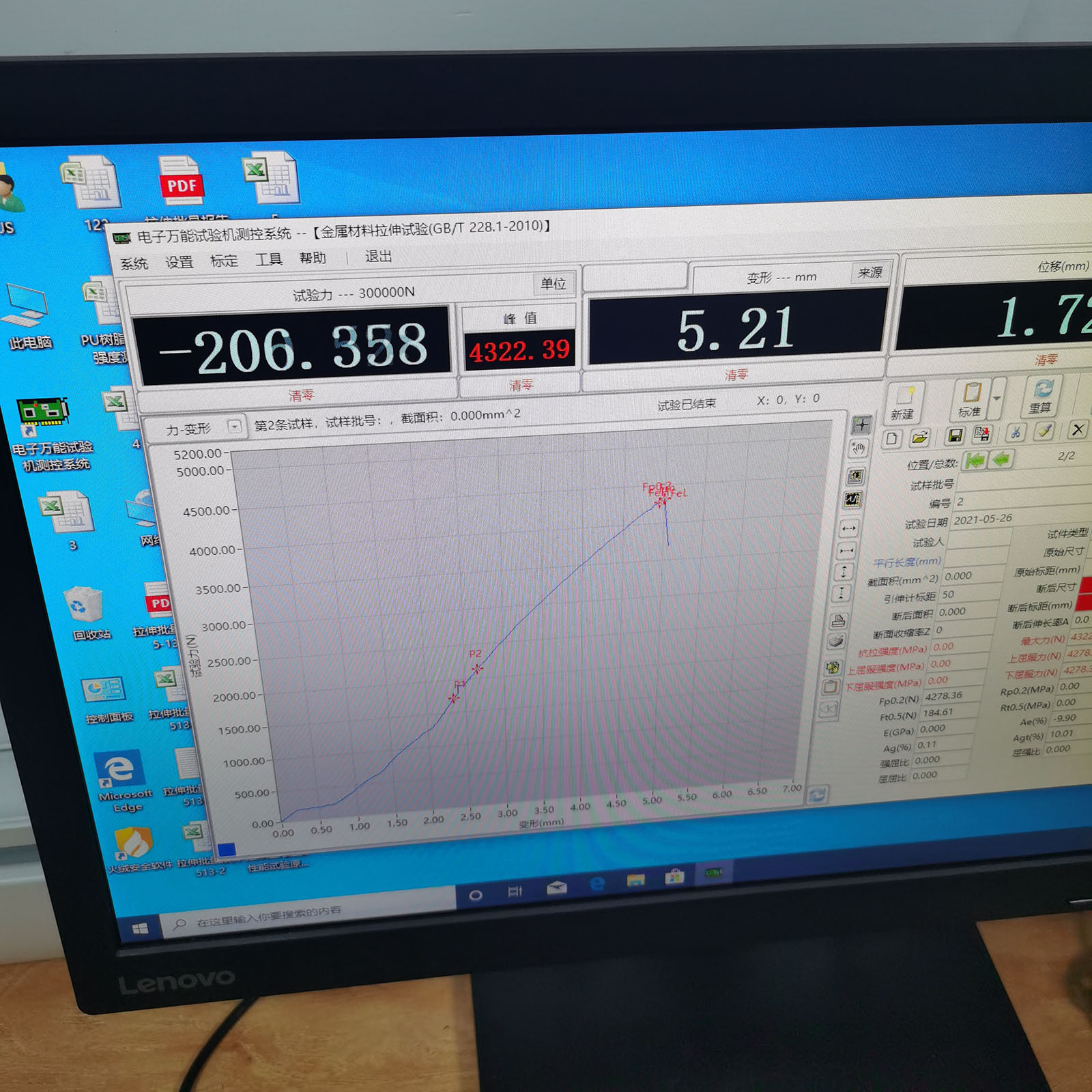
6. 以 50-250mm/min(建議為 100mm/min)的速度軸向施加力直至失效,記錄每個(gè)樣
品的峰值。計(jì)算和記錄每組的平均和標(biāo)準(zhǔn)偏差。
恒聲特剝離力測(cè)試樣品

焊接7 個(gè)樣品進(jìn)行測(cè)試。
超聲波金屬焊接機(jī)拉力測(cè)試步驟
1. 若測(cè)試樣品含有絕緣壓接翼,拉力測(cè)試樣品含絕
緣壓接翼的,可以先不用絕緣壓接。
2. 剝離力測(cè)試需在拉緊的導(dǎo)線上進(jìn)行(也就是剝離力測(cè)試前需取消導(dǎo)線上的松弛,
以避免由于“振動(dòng)”導(dǎo)致的測(cè)試結(jié)果不準(zhǔn)確)。
3. 測(cè)量和記錄下焊接高度/寬度/長(zhǎng)度。測(cè)量和記錄下所有過程參數(shù)和機(jī)器反饋。供應(yīng)商獲取、記錄下尺寸參數(shù)并生成報(bào)告。測(cè)量每個(gè)
樣品組中樣品的焊接高度/寬度和長(zhǎng)度。
4. 若絕緣壓接翼未打開,用拆解壓接的工具打開或其他合適的工具打開,這樣剝
離力測(cè)試只會(huì)反映焊接導(dǎo)體連接情況。
5. 外觀檢查拆開后的壓接區(qū)域,確保無芯絲損壞。若芯絲受損,該樣品不能測(cè)試。
6. 樣品中的所有導(dǎo)線必須綁在一起拉。
7. 以 50-250mm/min(建議為 100mm/min)的速度橫向 180°施加力,測(cè)量和記錄使
焊點(diǎn)分離所需的剝離力。
驗(yàn)收標(biāo)準(zhǔn)
1. 章中計(jì)算的 Cpk 值必須超過 2600N,焊接寬度12mm
2.外觀要美觀.
恒聲特焊接樣品總結(jié):拉力大于4000N 的3個(gè)(焊接部分有1/5有錫),大于3000N的2個(gè)(焊接部分有2/5有錫),大于2700N的2個(gè)(焊接部分有1/2有錫),焊接結(jié)論就是焊接區(qū)域有錫對(duì)焊接拉力的影響特別的大.


 客服
客服